Ultrafast laser выполняет 12000 отверстий в секунду с диаметром 1 мкм
Для обработки материалов импульсными лазерными системами требуются сканеры со скоростью до 1000 м/с и лазерные системы с мощными импульсами энергии. А также требуются новые концепции формирования луча и распределения энергии.
Одним из вариантов для более эффективного использования энергии импульса является многолучевая концепция, которая предполагает разделение лазерного луча на многолучевой световой поток.
В институте Фраунгофера лазерных технологий (Fraunhofer ILT; Aachen, Германия), группа исследователей разработала дифракционные оптические элементы (DOEs) для целенаправленного применения многолучевого потока в микро - и наноструктурировании, позволяющими получать точные результаты в субмикронном диапазоне.
Для DOE они используют точные структурированные поверхности, выгравированные на стекле с помощью влажной химической техники. В результате, распределение луча является гораздо более точным и устойчивым, чем динамическое формирование луча, основанное на жидкокристаллических модуляторах. Для эффективной обработки материалов лазерный луч превращается в DOE в матрицу светового потока со множеством параллельных лучей (beamlets). С помощью сканера и оптики f-theta, поток из параллельных лазерных лучей ориентируется на заготовки и может быть перемещен над ней по всевозможным траекториям (см.рис.).
Многолучевой техника работает на периодических структурах и требует гладкие, плоские поверхности. Расстояние между отверстиями может быть уменьшено до нескольких микрон. Для увеличения пропускной способности, исследователи Fraunhofer на DOE получают более 200 beamlets, что позволяет сверлить более 12000 отверстий в секунду, каждое из которых имеет диаметр менее 1 мкм. Целью исследователей является дальнейшее увеличение скорости сверления без потери качества. В ближайшем будущем, возможно, обеспечить выполнение 20.000 отверстий в секунду.
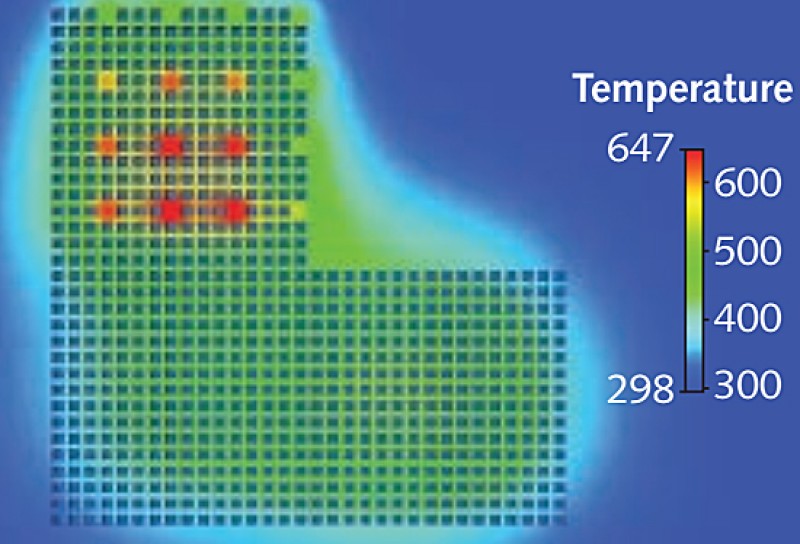
Кроме того, исследователи сосредоточили свои усилия над процессом управления тепловыми режимами при многолучевой обработке путем оптимизации процессов, как для единичного, так и для множественного одновременного сверления.
В этих процессах мощность лазера не должна превышать максимальное значение для данного материала и конкретной геометрии отверстий.
При использовании металлических фильтров, полученных при помощи данной технологии - некоторые частицы могут быть выборочно отделены друг от друга. Могут производиться, по экономически оправданной цене – водяные фильтры для мультирезистентных микроорганизмов или частиц (multiresistant germs or for microplastics), а также для множества других приложений в биотехнологиях.
См.: http://bit.ly/2WgEF6U
Источник: Ultrafast laser drills 12,000 holes per second with 1 µm diameter / Laser Focus World, April 2019, p.9, www.laserfocusworld.com.