Рентгеновский лазер выявляет дефекты аддитивного производства.
Известной проблемой в 3D печати аддитивного производства является образование крошечных газовых полостей в изготовляемых деталях, которые могут приводить к образованию трещин и других нарушениям.
Учитывая вышесказанное, команда исследователей из университета Carnegie Mellon и Argonne национальной лаборатории определила, как и когда эти газовые полости образуются и какой формы, а также разработала методологию для прогнозирования их формирования, что может значительно улучшить процесс 3D печати.
Ученые использовали чрезвычайно яркие высокоэнергетические рентгеновские лучи в Argonne’s Advanced Photon Source (APS), DOE Of¬fice of Science User Facility, и сверхбыстрые видео и изображения процесса формирования слоёв порошка (LPBF), которые лазеры сплавляют вместе. Для создания готового продукта лазеры сканируют каждый слой порошка. Дефекты могут образовываться, когда часть газа остаётся между этими слоями, вызывая дефекты, которые могут затем привести к образованию трещин или других нарушений в конечном продукте.
Производители и исследователи в полной мере не знают особенности формирования лазерным лучом слоёв металла, предполагая, что дефекты типа полостей возникли из-за типа использованного металлического порошка или не соответствующей мощности лазера. В результате, производители используют метод проб и ошибок, проводя эксперименты с различными типами металлов и лазерами, пытаясь уменьшить количество дефектов.
Исследования показывают, что эти дефекты/полости существуют почти всегда, в условиях процесса аддитивного плавления, независимо от того, какой лазер или металл используются. Еще более важно предсказать, когда и почему небольшой дефект превратится в большую полость.
С помощью узкоспециализированного оборудования в Аргоннской APS, исследователи наблюдали, как происходит плавление порошка лазерным лучом при создании каждого слоя продукта.
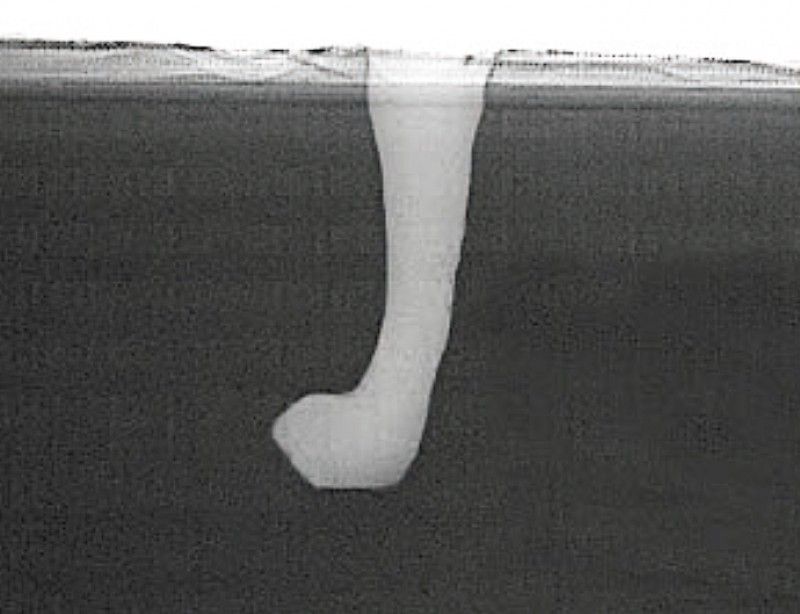
В условиях образования совершенной формы расплава металла - мелкой и полукруглой, процесс называют режимом проводимости. Но во время реального процесса печатания, луч мощного лазера часто движется на низкой скорости, образуя форму расплава с «замочной скважиной» / парогазовым каналом (ПГК) – круглым, большого диаметра в верхней части, и с малым диаметром в нижней части ПГК (см.рисунок). Такой режим плавления, с образованием ПГК, потенциально может привести к дефектам в конечном продукте.
«На основании этого исследования, мы теперь знаем, что явление образования парогазового канала является очень важным в аддитивном производстве - в плане контроля и обеспечения качества»,- говорит Ross Cunningham, недавний выпускник университета Carnegie Mellon и один из авторов этой статьи, - «Наше исследование показывает, что можно предсказать, факторы, которые приводят к образованию ПГК и можно изолировать их отрицательное влияние для достижения лучших результатов».
Исследования показывают, что ПГК возникает при достижении определенной плотности мощности лазерного излучения, достаточной, для кипения металла. Это, в свою очередь, показывает важную роль параметра – положения и величины фокальной точки (фокуса) в процессе аддитивного производства. По данным исследовательской группы этот параметр пока не получил достаточного внимания со стороны производителей.
«Явление и влияние парогазового канала в Аргоннской Национальной лаборатории были в состоянии рассматривать благодаря имеющемуся специализированному оборудованию»,- объясняет Tao Sun, аргоннский физик и автор данной статьи,- «Интенсивный высокоэнергетический рентгеновский луч APS - является ключом к данному открытию»,- добавил он.
Исследовательская группа считает, что это исследование может мотивировать разработчиков машин для аддитивного производства проявлять большую гибкость при управлении оборудованием и может привести к значительному улучшению качества конечного продукта. Кроме того, если эти идеи будут восприняты, то процесс аддитивной 3D печати можно ускорить.
Фото - Лазерный парогазовый канал, образовавшийся в процессе аддитивной 3D металлической печати. Изображение получено с помощью синхротрона
в Аргоннской национальной лаборатории.
Более подробно см. в журнале: Journal Science.
Источник: X-ray laser pinpoints how defects occur in additive manufacturing / PITTSBURGH, PA AND LEMONT, IL; Carnegie Mellon & Tao Sun // Industrial Laser Solutions, MARCH / APRIL 2019, p.12-13; www.industrial-lasers.com.