Волоконный лазер «Cоrona» повышает качество резки и сварки
Лазеры стали незаменимыми инструментами в обработке материалов, в зондировании и обороне, научных приложениях. Этот успех обусловлен их высокой эффективностью, стабильностью мощности, долгосрочной надежностью, приемлемыми требованиями к обслуживанию и низкими эксплуатационными затратами.
Волоконные лазеры играют важную роль в обеспечении этих достижений и в настоящее время доминируют во многих промышленных применениях, в т.ч.: в микротехнологиях.
Пространственные характеристики обычных лазеров остаются относительно неоптимизированными и негибкими. Некоторые применения требуют пучок дифракционного качества (вблизи Гауссова пространственного профиля с М2 ≈ 1), тогда как другие применения требуют более низкого качества и различной формы луча.
Например, в резке металла (крупнейшего промышленного применения), «узкий» луч, с относительно высоким качеством пучка, обеспечивает самую высокую скорость для тонкого материала, но максимальная толщина ограничивается небольшим, узким пропилом, который препятствует удалению расплава. Более крупный и более расходящийся луч позволяет резать более толстые листы, но не оптимален для резки тонкого листа.
В сварке, луч высокого качества (Гауссов) создает более глубокое проплавление (более глубокий парогазового канал), обеспечивая этим более высокую производительность. Но в ряде случаев, нужен «кольцевой» пучок, который может обеспечить более равномерный нагрев и более стабильный процесс сварки, повышая качество обработки.
Большинство лазеров обеспечивают фиксированные характеристики луча. Лазерные инструменты с фиксированными лучевыми системами могут обеспечивать реализацию ограниченного спектра процессов и обработки материалов.
Перестройка характеристик луча была бы весьма желательна, чтобы оптимизировать процессы и обеспечить универсальность инструмента.
Были разработаны различные подходы, которые обеспечивают определенный уровень перестройки луча: переключение дифракционных оптических элементов, зум-объективы, деформируемые зеркала, сумматоры луча, волоконные стяжки и переключатели с моторизованным оптикой.
Эти подходы имеют ряд недостатков:
• чувствительность к рассогласованию, загрязнению и экологическим условиям (температуре, вибрации);
• увеличение стоимости и сложности системы;
• оптические потери;
• тепловое «линзирование» (при высоких уровнях мощности), вызывает изменение качества излучения;
• в случае зум-объективов увеличивается размер и вес головки.
В этих системах волокно обычно состоит из центрального ядра и окружающих кольцевой сердечник зон. Этот подход имеет преимущество ликвидации свободного пространства оптики, за счет других недостатков:
• Значительные расходы, поскольку конечный пользователь вынужден покупать более мощный лазер, чем обычно применяется для этого процесса.
• Разделение зон осуществляется «жестко», ограничивая универсальность инструмента. Рабочие зоны не могут быть изменены, в случае необходимости использования для других процессов или обработки других материалов.
• Доступные «фигуры/формы» луча являются весьма ограниченными.
Например, этот подход обеспечивает один кольцевой размер и форму. Получение различных кольцевых размеров и форм требует добавления зум-объективов или другой оптики.
Имеющиеся варианты обеспечения перестройки пучка влекут за собой значительные компромиссы и сложности – например, повышение стоимости, поэтому большинство лазерных инструментов на сегодня, по-прежнему, используют фиксированный луч.
Недавно компанией nLIGHT был разработан волоконный лазер «Cоrona», который обеспечивает в реальном времени перестройку характеристик луча на уровнях высокой мощности с помощью allfiber механизма / лазерного волоконного вывода излучения. Эти волоконные лазеры обеспечивают получение широкого спектра форм и размеров пучка, непосредственно на выходе лазерного волокна. Волоконные лазеры «Cоrona» в настоящее время доступны с выходной мощности от 3 до 4 кВт и даже - до 14 кВт.
Волоконные лазеры «Cоrona» обеспечивают перестраиваемое качество пучка через механизм, который включает в себя следующие компоненты (см.статью) :
1. Волокно делится на несколько зон. Например, как показано на рисунке 1 (слева), используется три зоны волокна: Центральная - 100 мкм диаметром, кольцевая зона с наружным диаметром 200 мкм и другая, с наружным диаметром 300 мкм. Форма пучка настраивается путём секционирования мощности лазера между этими зонами.
2. Длина волокон позволяет сдвигать луч радиально, применяя возмущение, как показано в симуляции на рисунке 1 (справа).
3. Для корректировки луча используется собственный механизм, стабильный и надежный.
Промышленные лазеры часто используются в электрически шумных окружающих средах, в которых сигналы аналогового управления могут быть неустойчивыми, что создаёт известные проблемы. Предложенный способ помогает их избегать.
На рисунке 2 (см.статью) показаны типичные параметры луча лазера «Cоrona» для резки листового металла. Диаметр пучка программируется между 100 и 350 мкм. Задаются пять видов формы луча: 1. Small flat-top 100 мкм (внешний диаметр 100 мкм), 2. Large flat-top 200 мкм, 3. Small donut 200 мкм, 4. Medium donut 300 мкм; 5. Large donut 300 мкм. Широкий динамический диапазон регулировки размеров и формы луча, показанный на рисунке 2 (см.статью) сегодня недостижим любыми другими технологиями.
Время переключения составляет менее 30 мс для полного спектра и размеров пучка. Лазер поддерживает операции при переключении режимов на полной мощности, без необходимости его выключения. Это быстрое управление характеристиками луча позволяет корректировать их «на лету» и оптимизировать инструмент не только для обработки различных материалов и их толщины, но и для различных технологических этапов, например, прямой резки или резки на поворотах, выполнения отверстий.
Волоконный лазер «Cоrona» сохраняет исключительную стабильность и надежность. При тестировании, диаметр пучка для всех режимов оставался стабильным, в пределах ±3%, в течение всего испытания, без смещения или деградации, при 13,4 миллионах переключений, соответствующих 36-летней эксплуатации.
Волоконные лазеры «Cоrona» были протестированы при резке листового металла в лаборатории nLIGHT, а также несколькими ведущими мировыми интеграторами, со следующими результатами:
1. Как и ожидалось, индекс 0 обеспечивает скорость резания и качество края похожее на обычные волоконные лазеры, с волокном 100 мкм. Этот параметр обычно применяется для скоростной резки тонких листов.
2. Для резки нержавеющей стали и алюминия (с N2), индекс 1 и 2 может обеспечить лучшее качество кромки. Качество края может быть даже лучше, чем при резке обычными волоконными лазерами высокой мощности.
3. Для кислородной резки низкоуглеродистой стали (МС), индексы 3 и 4 значительно увеличивают максимальную толщину обработки для заданной мощности данного лазера. «Cоrona» обеспечивает значительно лучшее качество края, чем может быть достигнуто обычными волоконными лазерами, даже при более высоких уровнях мощности, см.рис.
Третье наблюдение имеет особое значение. Кислородная резка низкоуглеродистой стали МС является крупнейшим применением для мощных промышленных лазеров. Хотя волоконные лазеры в настоящее время доминируют на этом рынке, CO2 – лазеры по-прежнему предпочтительны при резке листов толщиной ≥ 10 мм, потому, что они обеспечивают более высокое качество кромки (снижение шероховатости и лучшую прямолинейность и перпендикулярность).
Максимальная толщина резки волоконными лазерами растет, главным образом с использованием более высокой их мощности. Но такой подход увеличивает затраты, предъявляет более высокие требования к режущей головке, и, всё таки, до сих пор не удаётся достичь качества края как у CO2 – лазеров.
Волоконные лазеры «Cоrona» позволяют исключить последнее преимущество обработки CO2 – лазерами для резки толстолистового металла низкоуглеродистой стали типа MS - обеспечивается такое же качество резки (при снижении мощности используемых волоконных лазеров «Cоrona»).
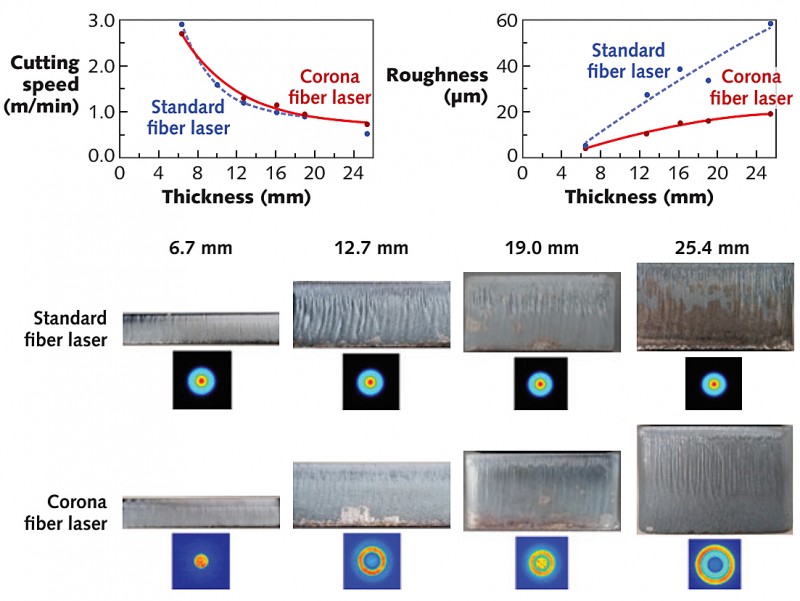
На рисунке показано сравнение производительности кислородной резки 4 кВт-м волоконным лазером (обычным и «Corona») пластин MS толщиной от 6.7 до 25,4 мм. Скорость резки - одинаковая для обоих лазеров, но шероховатость края обычно в 2 – 3 раза ниже у «Короны», с гораздо меньшей зависимостью от толщины. Высокое качество края уменьшает или устраняет необходимость в последующей дорогостоящей и длительной постобработке. Интеграторы обнаружили, что качество кромки и процесса 4 кВт-го лазера «Corona» лучше, чем у 6 кВт-го стандартного волоконного лазера. Кроме того, максимальная толщина резки на 30% больше у волоконного лазера «Corona», чем у обычного лазера.
В таблице (см.статью), приведён список желаемых функций для идеального лазерного источника с перестраиваемым качеством луча и оценкой имеющихся вариантов.
Появление сверхнадежного волоконного лазера «Corona», с быстро перестраиваемым качеством пучка, открыло новые возможности в обработке материалов. Уже доказана его значительная ценность для резки металла - крупнейшего рынка для мощных лазеров.
Способность в режиме реального времени точно контролировать и менять передачу тепла в обрабатываемую деталь позволяет обеспечить более высокое качество и производительность, предложить универсальный инструмент для широкого спектра применений.
На рисунке - Приведена скорость кислородной резки низкоуглеродистой стали МС толщиной до 25,4 мм и получаемая, при этом, шероховатость края, в мкм (вверху). Фото поверхности краев показано ниже графиков, с соответствующими профилями луча в фокальной плоскости.
Dahv а.в. Kliner - вице-президент, Roger L. Farrow - старший инженер и Brian Victor -директор промышленных применений, все - nLIGHT, Ванкувер, Вашингтон; www.nlight.net
Источник: Fiber laser has all-fiber tunable beam quality / DAHV A.V. KLINER, ROGER L. FARROW, BRIAN VICTOR // Laser Focus World, April 2019, p.45-48, www.laserfocusworld.com.